Strukturelles Kleben ermöglicht besonders lastgerechte Fügeverbindungen und die Herstellung innovativer und mechanisch hocheffizienter Baugruppen. Eine Herausforderung ist jedoch der zerstörungsfreie Nachweis der Festigkeit der Klebstoffanbindung (Adhäsion) an die Fügepartner. Mithilfe der vom DLR entwickelten Bondline Control Technology (BCT) ist es erstmals möglich, kritische Klebdefekte in Strukturklebungen auszuschließen. Dadurch ist das Kleben sicherheitsrelevanter Fügeverbindungen in der Luftfahrt zur Herstellung besonders leichter Strukturen einsetzbar.
Robuste Oberflächenvorbehandlung
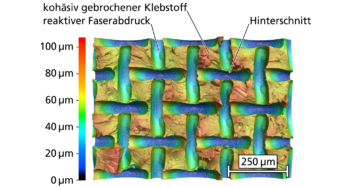
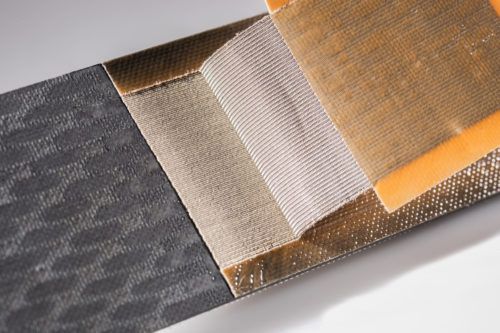
Im Flugzeugbau muss das Versagen sicherheitsrelevanter Klebverbindungen ausgeschlossen werden. Mit zerstörungsfreien Inspektionstechniken sind möglicherweise auftretende Herstellungsfehler jedoch nicht in allen Fällen erkennbar, weshalb die Vorteile der Klebtechnologie nicht voll ausgeschöpft werden können. Mit der BCT hat das DLR ein Verfahren entwickelt, um kritische Defekte auszuschließen. Dies gelingt über eine robuste Oberflächenvorbehandlung: Zur Vorbereitung der Strukturklebung wird ein aufgeklebtes Gewebe vom Bauteil abgeschält und dabei eine optimierte Fügeoberfläche hergestellt. Im Gegensatz zu herkömmlichen Abreißgeweben ist die erzeugte Fügeoberfläche garantiert sauber, chemisch aktiviert und zusätzlich stark hinterschnittig. Der aufgetragene Klebstoff bildet mit der Oberfläche Stoffschluss durch kovalente Bindungen und führt somit zu einer festen und dauerhaften Klebverbindung. Mit den Hinterschneidungen bildet sich zusätzlich ein starker Formschluss aus. Sollten trotz optimaler Klebbarkeit der Fügeoberfläche Adhäsionsdefekte auftreten, so fungiert der Formschluss als alternativer Lastpfad.
Klebdefekte sicher erkennen
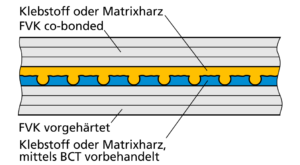
Die Oberflächenvorbehandlung lässt sich in die Herstellung von Faserverbundkunststoffen (FVK) implementieren, indem die derzeit üblichen Abreißgewebe substituiert werden. Bei dieser Fertigungsmethode wird das neuartige Gewebe als äußerste Schicht auf die Faserverbund-Preform aufgebracht und gemeinsam damit gehärtet. Die Oberflächenvorbehandlung geschieht durch Aufbrechen des Matrixharzes beim Abschälen des Gewebes.
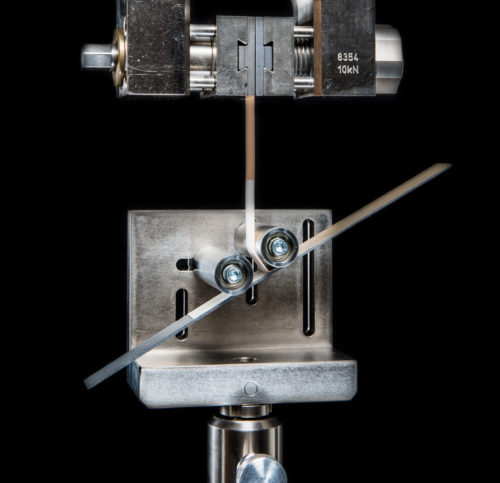
Die BCT lässt sich jedoch auch für vorkonsolidierte Faserverbunde und Metalle einsetzen. Dabei wird das Gewebe nachträglich auf die Fügeoberfläche aufgeklebt. Das anschließende Abschälen dient wie zuvor der Oberflächenvorbehandlung, erfüllt jedoch gleichzeitig eine weitere wichtige Funktion: Durch den Schälvorgang wird die Verbindung zwischen Klebstoff und Bauteil geprüft. Hierfür geeignete Gewebe erzeugen eine hohe mechanische Spannung in der Klebverbindung. Schwachstellen in der Klebung sind anhand des Bruchbilds und des Verlaufs der Schälkraft erkennbar. Ist die Klebung frei von Defekten, so kann die Fügeoperation auf der geprüften Klebschicht mit nachgewiesener Anhaftung und optimierter Oberfläche ausgeführt werden.
Vielfältige Anwendungsmöglichkeiten
Die beiden Aspekte der BCT lassen sich beliebig kombinieren und in unterschiedlichen Anwendungsszenarien einsetzen. So bietet die Schälprüfung zahlreiche Vorteile bei der Charakterisierung von Klebverbindungen in der Material- und Prozessentwicklung und als in-situ Prozesskontrollprobe in der Bauteilfertigung. Die Kombination aus Schälprüfung und Oberflächenvorbehandlung ist bei der Reparatur von Faserverbundstrukturen anwendbar. In diesem Szenario ist die Klebbarkeit der zu reparierenden Originalstruktur nicht vorherzusagen. Eine vollflächige Durchführung der Schälprüfung auf der Fügefläche gibt hierüber Gewissheit und erlaubt, das Reparaturlaminat anschließend mit höchster Prozesssicherheit aufzukleben. Die unter Einsatz der BCT erzielte Prozesssicherheit und die inhärente Redundanz der Lastübertragung eröffnen die Möglichkeit, das strukturelle Kleben im Rahmen geltender Sicherheitsbestimmungen in der Luftfahrt einzusetzen.