Einen Segelflugzeugflügel im Infusionsverfahren herzustellen klingt erst einmal gar nicht so schwierig. Wir nehmen uns ein Formwerkzeug, legen einen Lagenaufbau darauf ab, bringen ein paar Hilfsstoffe für die Vakuuminfusion auf, siegeln alles mit einer Vakuumfolie, evakuieren den Aufbau und lassen das Harz fließen. Der Rest geht dann von alleine.
Handlaminieren oder VAPDI-Verfahren?
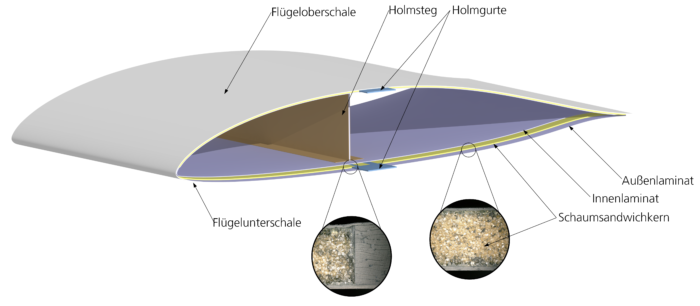
Ganz so einfach ist es aber nicht. Der Stand der Technik bei der Fertigung eines Segelflugzeugflügels ist das Handlaminierverfahren. Ein solcher Flügel besteht dabei aus einer oberen und einer unteren Schale. Beide Schalen zusammen ergeben das aerodynamische Profil des Flügels. Eine Flügelschale ist im Wesentlichen ein Schaumsandwichlaminat mit inneren und äußeren Decklagen. Mit Pinseln und Rollen erfolgt die Imprägnierung des trockenen Fasermaterials mit flüssigem Harz. Beginnend bei den äußeren Decklagen (Formwerkzeugseite) entsteht der Laminataufbau Schicht für Schicht. Als Trennschicht zwischen äußerer und innerer Decklage dient der Sandwichkern, der gleichzeitig den vorimprägnierten und ausgehärteten Gurt aufnimmt. Durch die Verklebung der beiden Flügelschalen zusammen mit einem Steg entsteht der Flügel.
Um die Anwendung eines Infusionsverfahrens für den Bau von Segelflugzeugflügeln zu etablieren, sind ein paar Aspekte zu beachten:
- Vermeidung von verfahrensbedingten Abfällen
- Löcher im Sandwichkern zur Harzverteilung
- Harzaufnahme des Sandwichkerns
Zur Untersuchung dieser Aspekte hat das Institut FA mit Unterstützung der Firmen Schempp-Hirth Flugzeugbau GmbH und Alexander Schleicher GmbH & Co. Segelflugzeugbau einen Discus 2C Innenflügel als Testobjekt im „Vacuum Assisted Differential Pressure Infusion“ (VADPI) Verfahren hergestellt..
Vor- und Nachteile des VAPDI-Verfahrens für den Flügel eine Segelflugzeugs
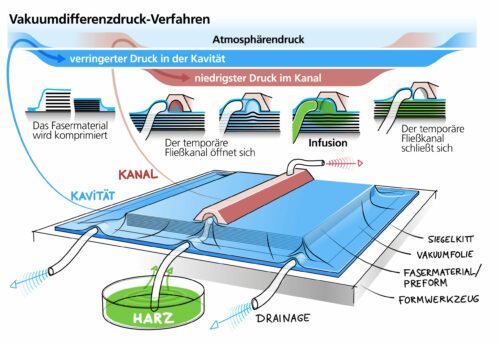
Sowohl die klassischen Infusionsverfahren als auch das VADPI- Verfahren bieten generell die Vorzüge, den Kontakt des Laminierers mit dem Harz zu minimieren und den Faservolumengehalt leichter auf den Sollwert einzustellen. Allerdings entfällt beim VADPI Verfahren, anders als bei klassischen Infusionsverfahren, die Fließhilfe als Hilfsstoff. Die Harzverteilung übernehmen wiederverwendbare Kanäle die sich außerhalb des Vakuumaufbaus auf der Vakuumfolie befinden. Durch Evakuieren des Hohlraums im Kanal bei gleichzeitigem Einströmen des Harzes in den Vakuumaufbau stellt sich ein Differenzdruck ein. Dieser Druck reicht aus, um die Vakuumfolie reversibel zu verformen und das Harz strömt entlang des sich ausbildenden Kanals. Ein Auflösen des Differenzdrucks führt zum Kollabieren der temporären Verteilungskanäle und es bleiben keine Abdrücke auf der Bauteiloberfläche zurück. Eine geschickte Anordnung der Kanäle auf dem Flügel sorgt für eine gute Harzverteilung.
Der Schaumsandwichkern stellt für den Harzfluss eine Barriere dar und somit wird eine Verteilung des Harzes über den Laminatquerschnitt verhindert. Als Folge sind die äußeren Decklagen (Werkzeugseite) nur unzureichend imprägniert. Löcher im Kern ermöglichen einen Harzfluss senkrecht zur Laminatebene und die Harzversorgung muss nur über die inneren Decklagen (Vakuumfolienseite) erfolgen. Die Lochdurchmesser dürfen weder zu klein noch zu groß sein. Zu kleine Löcher führen zu einer unzureichenden Harzversorgung der äußeren Decklagen. Sind die Löcher hingegen zu groß steigt das Gesamtgewicht durch die Harzaufnahme an und das Laminat fällt mit der Zeit an diesen stellen ein.
Bei der Vakuuminfusion ist die Harzaufnahme des Schaums deutlich höher als beim Handlaminierverfahren. Das Versiegeln der Kernoberflächen mit einer Spachtelmasse aus Epoxidharz und Microballons reduziert die Aufnahme des Harzes, sodass nur noch ein Mehrgewicht von ca. 200 g/m² resultiert. Allerdings verschlechtert sich auch die Anbindung der Decklagen. Eine Aussage zur notwendigen Anbindungsgüte ist schwer vorherzusagen. Dieser Aspekt und ob die Herstellung von Segelflugzeugflügel im Infusionsverfahren in Zukunft sinnvoll ist, soll ein Betriebsbelastungsversuch des Flügels zeigen. Der Versuch findet derzeit am Institut für Flugzeugbau und Leichtbau (TU-BS) statt und die Ergebnisse werden mit einem im Handlaminierverfahren hergestellten Flügel aus dem Projekt GeAviBoo verglichen.
Wenn der Belastungsversuch für den VAPDI-Flügel bessere Ergebnisse zeigt, als der Versuch mit dem handlaminierten Flügel, dann besteht eine realitische Chance zukünftige Segelflugzeugflügel im VADPI- Verfahren herzustellen.