Nowadays, more regenerative energy, especially more wind energy, is the order of the day. Above all else, this can be achieved with ever larger wind turbines. Such developments should lead to a decrease in the cost of energy as well as the space required for wind farms. However, wind turbines cannot simply keep growing without related innovations. Our institute is therefore developing new technologies to avoid an anticipated bottleneck: The blade root, i.e. the bolted connection between rotor blade and hub.
It’s getting tight
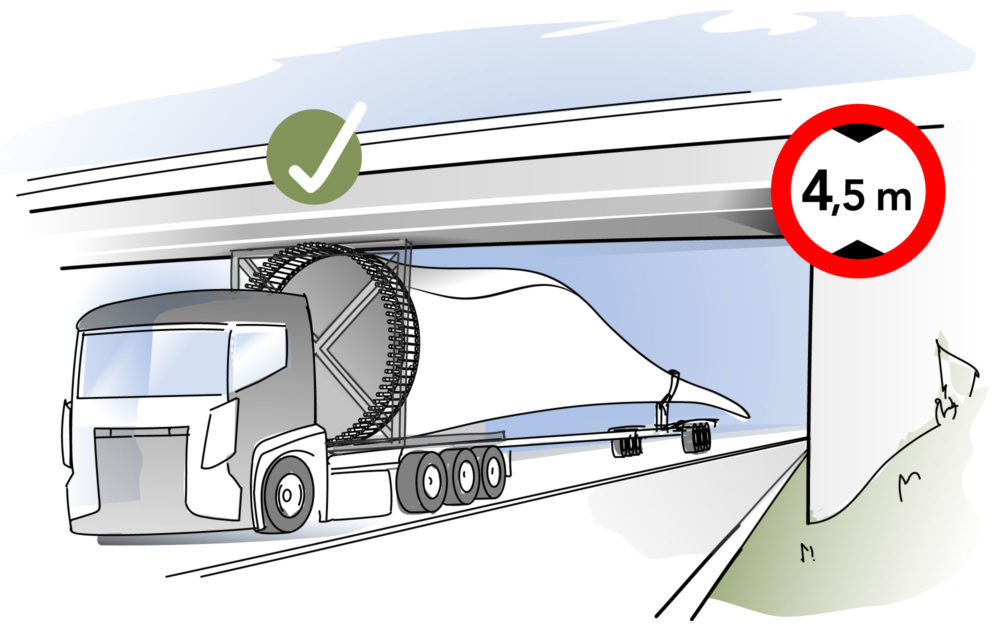
Wind turbine manufacturers are racing to produce ever larger turbines. In 2021, rotor blades for onshore wind turbines exceeded a length of 80 metres; offshore, they have already passed the 100-metre mark. Upscaling rotor blades is no trivial matter. The blade root is currently limiting the development of even longer onshore rotary blades. Conventional blade root connections reach their limit at a blade length of approximately 100 metres. Such a rotary blade requires a diameter of some 4 metres at the blade root. This represents the limit for transportation by road, as clearance under bridges is often capped at 4.5 metres. For offshore rotor blades, this is not an issue: They can usually be produced close to the respective port and loaded directly onto a ship. However, it is only a small number of onshore rotor blades that do not have to contend with a single bridge on the way from the factory to the turbine’s build site.
Strong concepts
To overcome this challenge, our institute is currently developing two new technologies: RAX and FML. An innovative bolted connection with radially and axially pretensioned bolts (RAX) and Fibre Metal Laminates (FML) can bear significantly greater loads than conventional blade root connections.. Our structural design indicates that this will enable an increase in possible blade length for onshore rotor blades from 100 metres to 150 metres: The outstanding strength means that a connection with RAX and FML requires a root diameter of just 4 metres for a 150-metre blade. As a result, the RAX-FML root allows for much larger onshore turbines and therefore ultimately lower cost of wind energy.
New boundaries
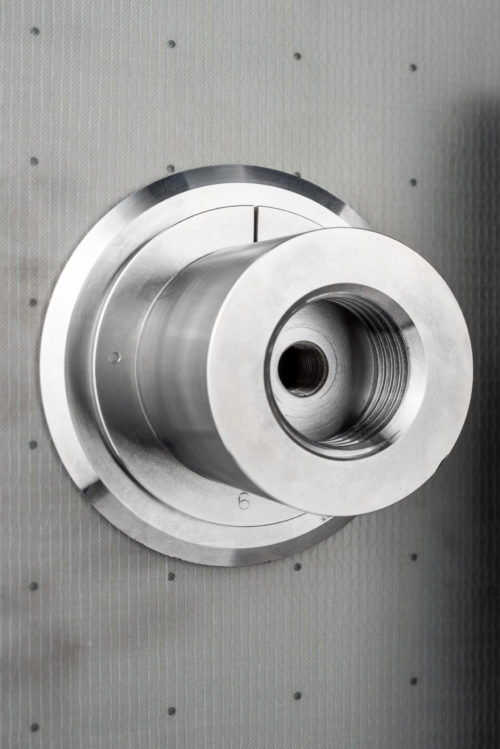
Theoretically, it seems promising, but the question is: Do the assumptions hold up to scrutiny? To determine if this is the case, so-called bearing tests are used, in which a test machine pulls on a RAX bolt with up to 10 meganewtons – which corresponds to 1000 tonnes – until even the strongest FML breaks. In addition, fatigue tests using alternating loads simulate stresses resulting from 20 years of operation. Compared to conventional connections, more than double the bearing strength is observed when subjected to both static and fatigue loads. Overall, the tests confirm all design assumptions.
The production of thick-walled FML presents a particular challenge, especially since rotor blades are manufactured in an infusion process for cost considerations. The metal layers do not allow any resin to pass through. To ensure a through the thickness impregnation, the metal layers are perforated with small holes to allow the resin flow. Flow simulations help to optimise hole spacing and diameter in order to ensure quick, uniform and complete impregnation. When selecting the preferred hole pattern, it must be taken into account that the strength of the metal sheets should not be reduced by the perforation. So far, infusion tests on components made of FML up to 20 mm thick have confirmed the simulation results. The goal in the next few months is to show that component thicknesses of 35 mm are also possible.
Additionally, we are keeping a constant eye on costs. The metal sheets not only require a perforation, but also a surface pre-treatment to ensure optimal bonding with the resin. External partners can supply appropriate sheets with suitable surface pre-treatment and perforation on a large scale. Our new bolted connection is thus not only technically superior, but is also economically competitive compared with established solutions.